
Цільні і цангові оправки. Найпростіша оправлення показана, а. Середня (робоча) частина цієї оправки — конус з дуже невеликий конусністю, зазвичай близько Vgooo – Чим точніше отвір у встановлюваної деталі і чим чистіше його поверхню, тим менше може бути конусність і тим краще центрує оправлення. Менший діаметр D конусної частини робиться дещо менше найменшого можливого діаметра отвору. Лыска А на лівому кінці оправки робиться для більш зручної установки на ній хомутика.
Центровими отворами оправлення встановлюється в центри верстата. Оброблювана деталь тримається на такий оправці тільки силою тертя, тому повинна бути насаджена на неэ досить щільно. Оправка вводиться в деталь ударами молотка (мідної або свинцевого) або ж за допомогою спеціального преса, причому попередньо оправлення слід злегка змастити маслом.
Такого роду оправки можна застосовувати лише при легких роботах. Основний недолік цих оправок полягає в тому, що положення деталі на оправці залежить від дійсного діаметру отвору. Зазначена обставина виключає можливість застосування цих оправок, якщо обробка деталей проводиться за упорів.
Такого недоліку не має оправлення, зображена на рис. 66, б, так як деталь, впираючись в буртик, займає цілком визначене становище на оправці. Деталь надівається на таку оправку і утримується на ній тертям, що виникають на торцях при навертывании гайки 2. Шайба 1 має виріз; гайка 2 робиться менше діаметра отвору. Тому, щоб зняти деталь з оправки, досить відвернути гайку на один—два оберти і прибрати шайбу.
Недолік таких оправок — неточність центрування, що викликається наявністю зазору між деталлю і оправкою.
Цільні (а, б) і цанговая центрова (в) оправки.
Використання оправок з рис. 66, я, 6 доцільно при точності отворів у встановлюваних на них деталях не нижче 2-го класу.
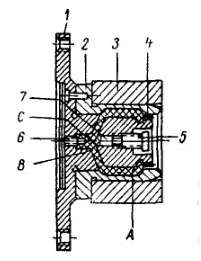
При менш точних отворах застосовують розтискні оправки різних конструкцій. Одна з таких оправок— цанговая — показана на рис. 3 цанга 4 являє собою втулку з конічним отвором і циліндричної зовнішньою поверхнею. Пружинящее властивість цанги забезпечується поздовжніми надрізами (по два, три, іноді чотири з кожного боку), розташованими в чергується порядку. При загвинчуванні гайки 5 цанга, перемешаясь вліво, розширюється, чим і досягається закріплення деталі. Для зняття деталі необхідно трохи відвернути гайку 5. Після цього за допомогою гайки 3 цанга 4 може бути переміщена вправо настільки, що деталь знімається з оправки вільно.
Оправка з гидропластмассовым наповнювачем.
2


















