
Схема ручного зварювання і наплавлення плавкими електродами (рис.). Параметри режиму — це сила струму, напруга та швидкість наплавлення. Для отримання мінімальної глибини проплавлення основного металу електрод нахиляють в сторону, протилежну напрямку наплавлення. Загальні втрати при наплавленні покритими електродами з урахуванням втрат на угар, розбризкування і недогарки складають до 30%. Сила струму залежить від товщини матеріалу, що ремонтується вироби і визначається за формулою:
I=k??
де к — коефіцієнт, що залежить від товщини зварюваного виробу (табл. 13.1); 8 — товщина матеріалу, мм Напруга дуги складає 22… 40 В. Діаметр електрода дорівнює (табл.) dэл = 0,5 ? + (1…2) мм Довжина дуги не повинна перевищувати діаметра електрода.
Схема ручної наплавлення: 1 — основний метал; 2— наплавлений валик; 3— шлакова кірка; 4— електродний стержень; 5— покриття електродного стрижня; 6— газошлаковая захист; 7— зварювальна ванна.
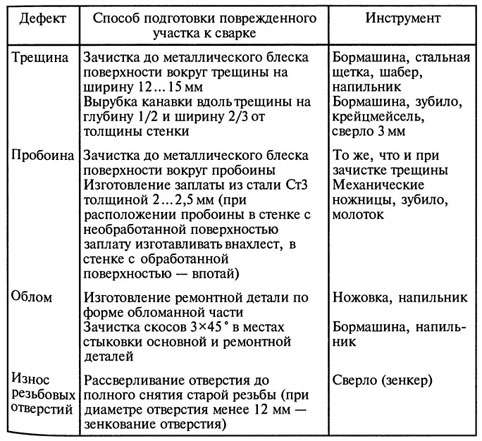
Ручне зварювання та наплавлення використовуються для усунення тріщин, вм’ятин, пробоїн, зламів і т. д. В табл. наведено способи підготовки пошкодженої ділянки виробу. Для зменшення шкідливого наслідки розглянутих явищ зварювання і наплавлення ведуть електродами з обмазкою — тонкої або товстої.
Способи підготовки деталей перед зварюванням.
Малоответственные деталі зварюють електродами з тонкою обмазкою, які виготовляють з дроту Св-08. Дріт рубають на шматки завдовжки 300…500 мм і покривають обмазкою, що складається з 3/4 крейди і 1/4 рідкого скла, розведеного у воді до сметаноподібного стану.
Визначальним при виборі товстих електродів є процес — зварювання або наплавлення. Для зварювання використовують електроди, що позначаються літерою «Е» з двозначною цифрою через дефіс, наприклад Е-42. Цифра показує міцність зварювального шва на розрив.
Зварювальні електроди позначають двома літерами «ЕН» і цифрами, які показують гарантовану твердість наплавленого даними електродом шару.
Кожному типу електрода відповідає кілька марок складів обмазок. По вхідних в них речовин всі електродні покриття поділяють на такі групи: рудно-кисле — Р, рути-ловое — Т, фтористо-кальцієве — Ф, органічне — О та ін Найбільш поширені рудно-кисле (року омм-5, ЦМ-7, ЦМ-8 та ін), ругиловое (АНО-1, АНО-3, АНО-4, АНО-12, ОЗС-3, ОЗС-4, ОЗС-6 і ін) і фтористо-кальцієве покриття (УОНІ-13/45, УОНИ-13/55, ЦЛ-9, ОЗС-2, АНО-7 та ін).{jcomments on}
2


















